
TL;DR:
- Forged wheel grain structure, characterized by aligned, continuous grains, significantly enhances strength, fatigue life, and impact resistance. Manufacturing processes like forging and heat treatment create dense, anisotropic microstructures that outperform cast wheels with porous, randomly oriented grains. Recognizing and verifying proper grain flow through documentation is essential for selecting high-performance, durable wheels.
Understanding what is forged wheel grain structure separates engineers who specify wheels on paper from those who truly know why a wheel survives 200 mph on a banked oval or holds up under the lateral punishment of track day after track day. Most buyers assume wheel strength is a function of material choice alone. It is not. The internal architecture of the metal, specifically how individual crystals are arranged, oriented, and bonded, determines whether a wheel bends, cracks, or holds. This article breaks down the material science with the depth the topic deserves.
Table of Contents
- Key takeaways
- What grain structure in wheels actually means
- How forging transforms the grain structure
- Mechanical advantages of forged grain structure
- Forging versus casting and flow forming
- Practical implications for engineers and enthusiasts
- My take on grain structure and why it matters more than the spec sheet
- Explore E6 Forged wheels engineered from the grain up
- FAQ
Key takeaways
| Point | Details |
|---|---|
| Grain structure defines wheel performance | The arrangement and orientation of metal grains directly controls tensile strength, fatigue resistance, and impact behavior. |
| Forging creates continuous grain flow | High-pressure forging aligns grains along wheel contours, producing a fiber-like internal architecture absent in cast wheels. |
| Anisotropy is a deliberate advantage | Directional grain flow concentrates strength precisely where stress loads are highest in real driving conditions. |
| Casting introduces structural defects | Random grain orientation and porosity in cast wheels create fatigue crack initiation sites that forging eliminates. |
| Heat treatment completes the process | Post-forging solution treatment and aging optimize grain size and precipitate distribution for maximum final performance. |
What grain structure in wheels actually means
Every metal wheel, regardless of how it was made, is a polycrystalline solid. Zoom in at the microstructural level and you find individual crystals, called grains, packed together across the entire cross-section of the wheel. Each grain is a region of atoms arranged in a repeating lattice. Where two grains meet, you get a grain boundary. These boundaries are structurally distinct from the grains themselves and play an outsized role in how the metal responds to stress.
Grain size matters enormously. The Hall-Petch relationship, one of the most validated relationships in materials science, confirms that smaller grain size yields higher strength and hardness. Finer grains mean more grain boundaries per unit volume, and those boundaries interrupt dislocation movement, which is the microscopic mechanism behind plastic deformation. More boundaries mean dislocations travel shorter distances before being blocked, and the metal resists deformation more effectively.
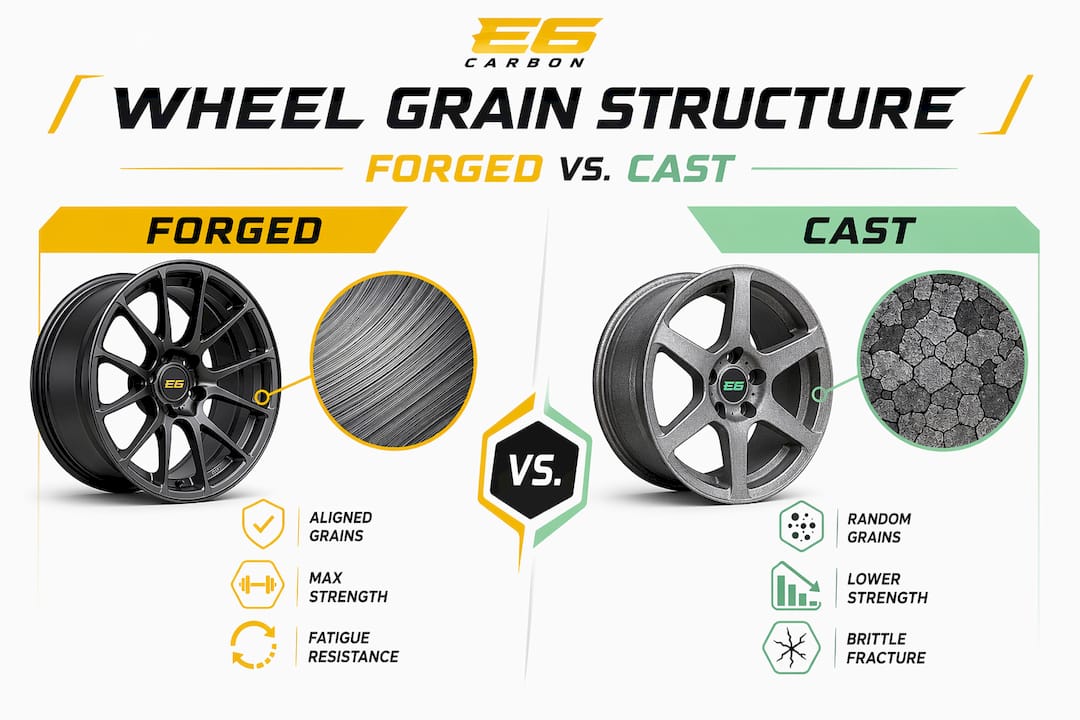
Grain orientation matters just as much as grain size. When grains are randomly oriented, the material behaves isotropically: it has the same mechanical properties in all directions. When grains are aligned in a preferred direction, the material is anisotropic. For a wheel, that distinction is not academic. A wheel experiences bending stress at the spokes, radial compression at the rim, and torsional loads at the hub. Directional anisotropy from forging enables engineers to orient grain flow so the wheel is strongest exactly where those loads hit.
- Equiaxed grains: Roughly equal dimensions in all directions; typical of cast or annealed metals; isotropic behavior
- Elongated grains: Stretched in one or more directions by mechanical working; anisotropic; stronger along the elongation axis
- Grain boundaries: Regions of atomic mismatch between adjacent crystals; act as barriers to crack propagation and dislocation movement
- Grain flow: The continuous, fiber-like path that elongated grains follow through a forged part, mirroring the shape of the component
Pro Tip: When reviewing wheel specifications, ask for a macroetch or grain flow diagram from the manufacturer. A genuine forged wheel will show continuous, contour-following grain lines. Absence of this documentation is a red flag.
How forging transforms the grain structure
The forging process is what converts a raw aluminum billet from an isotropic, equiaxed microstructure into the directional, high-performance architecture that defines a forged wheel’s properties. Here is what actually happens at the microstructural level across each stage of the process:
- Billet heating: The aluminum alloy billet is raised to a controlled temperature, typically within the hot working range, where the metal is soft enough to deform plastically but below the melting point. Grain boundaries become more mobile at this stage.
- High-pressure compression: A hydraulic press applies 8,000 to 12,000+ tons of pressure to the billet, forcing it to flow into a die shaped like the wheel profile. This is where equiaxed grains begin to elongate and align with the direction of metal flow.
- Dynamic recrystallization: As the metal deforms under pressure and heat, new, refined grains nucleate and grow continuously. This process, called dynamic recrystallization, simultaneously refines grain size and relieves internal stress, producing a finer, more homogeneous microstructure than the starting billet.
- Grain flow contouring: As the metal fills the die, grain flow follows the wheel’s geometry. Through the hub, along the spokes, and out to the rim, the grain flow follows contour lines of the wheel shape, creating an unbroken, fiber-like internal architecture that resists fracture and fatigue across the entire structure.
- Porosity elimination: The extreme compressive forces close microscopic voids and gaps present in the original billet. Casting cannot replicate this densification effect because molten metal shrinks as it solidifies and routinely leaves behind micro-voids.
- Post-forging heat treatment: Solution treatment and aging following forging dissolve excess alloying elements into solid solution, then precipitate strengthening phases on a fine scale. In advanced aluminum alloys, aging produces precipitate phases that strongly influence final strength and ductility.
The result is a wheel blank that is denser, structurally more homogeneous, and internally stronger than anything achievable through casting, even before any machining begins.
Mechanical advantages of forged grain structure

The mechanical benefits of forged grain structure in wheels are specific, measurable, and directly relevant to performance applications. They are not marketing language.
Tensile strength and ductility both improve because continuous grain flow directs strength precisely where stresses are highest. In a well-forged wheel, the spoke grain flow runs parallel to the dominant bending stress axis. That alignment allows the wheel to absorb significantly more load before yielding than a cast wheel of the same alloy and geometry would.
Fatigue resistance is where the advantage becomes critical for track use. Fatigue failure always initiates at a stress concentration point, typically a micro-void, inclusion, or sharp grain boundary mismatch. Forged grain structure eliminates microscopic voids and inclusions that would otherwise act as crack initiation sites under cyclic loading. Fewer initiation sites means exponentially longer fatigue life, because fatigue crack propagation accelerates rapidly once a crack reaches a critical size.
Pro Tip: For endurance racing applications, specify wheels with documented fatigue cycle testing results rather than relying on static load ratings alone. A wheel that passes a 13-degree impact test may still fail under thousands of cyclic lateral loads at high speed.
| Property | Forged wheel | Cast wheel |
|---|---|---|
| Grain orientation | Aligned, directional | Random, isotropic |
| Internal porosity | Eliminated by compression | Present from solidification shrinkage |
| Tensile strength | High along grain flow direction | Lower, uniform in all directions |
| Fatigue crack resistance | Superior; few initiation sites | Reduced; voids act as stress risers |
| Weight vs. strength ratio | 20 to 30% lighter for equivalent strength | Heavier at comparable strength level |
The weight-to-strength ratio improvement is also a direct consequence of grain structure. Because forged metal is denser and stronger per unit volume, engineers can remove material from low-stress regions without sacrificing structural integrity. That is why advanced forging techniques can yield dramatic weight reductions compared to cast equivalents, reducing unsprung rotational mass and improving steering response, acceleration, and braking simultaneously.
Forging versus casting and flow forming
Understanding what distinguishes forged grain structure from the alternatives puts the performance claims in proper context. The three main manufacturing routes for aluminum wheels each produce fundamentally different microstructures.
Cast wheels begin as molten aluminum poured into a mold. As the metal solidifies from the outside in, grain nucleation is largely uncontrolled. The result is a random, often porous grain structure with isotropic but generally weaker mechanical properties. Inclusions, oxides, and shrinkage voids are inherent to casting, regardless of how well the process is controlled. These defects are not manufacturing errors in most cases; they are physical consequences of solidification physics.
Flow forming starts with a cast or spun wheel blank, then uses rollers under high pressure to thin and stretch the rim section. This partial mechanical working does align grains in the rim area and improves properties there. But the hub and spoke regions remain cast microstructure. The result is a hybrid: partially improved in the rim, still vulnerable to casting defects in the structural core.
Forging, by contrast, works the entire billet. Every region of the finished wheel, from the center bore to the outer rim lip, has been subjected to controlled plastic deformation. Consider these distinctions:
- Cast wheels show dendritic grain structures visible under optical microscopy, with clear evidence of solidification patterns and trapped porosity
- Flow-formed wheels show dual microstructures: worked grains in the rim barrel, cast equiaxed grains in the center section
- Forged wheels show uniform, elongated, contour-following grain flow throughout the full cross-section
The failure mode difference is significant. Cast wheels under impact loading tend to fracture along grain boundary networks because cracks propagate through the porous, randomly oriented microstructure. Forged wheels under the same loading conditions are more likely to deform plastically before fracturing, which is critical for safety. A bent wheel that still holds air pressure is a recoverable situation. A wheel that shatters without warning is not.
Practical implications for engineers and enthusiasts
Knowing the material science of forged wheel grain structure changes how you make decisions at every stage of the wheel lifecycle, from specification through inspection.
Design and specification decisions become more informed when you understand grain flow. For high-downforce track cars, specifying a wheel with documented spoke grain flow orientation relative to the primary load axis is more meaningful than relying on brand reputation alone. The forged wheel buying guide at E6 Carbon walks through how these material decisions translate into real fitment and performance choices.
Inspection criteria change for forged wheels compared to cast wheels. Because forged wheels lack internal porosity, any crack detected on the surface of a forged wheel is more significant, not less. There are no internal voids to arrest crack propagation, so a surface crack in a forged wheel can propagate efficiently under cyclic loading. Learning how to inspect forged wheels for surface cracks, corrosion at the spoke roots, and rim bead seat damage is non-negotiable for track use.
Performance optimization connects directly back to grain structure in practical terms:
- Reduced unsprung weight from forged construction lowers rotational inertia, improving acceleration and braking response measurably
- Superior fatigue life extends service intervals under track conditions where cast wheels may require replacement after a single season
- Predictable plastic deformation behavior under overload conditions provides a safer failure mode than brittle fracture in cast alternatives
- The importance of grain structure extends to thermal behavior as well, since the denser, more uniform microstructure of forged wheels conducts heat from brake systems more consistently than porous cast alternatives
Pro Tip: After any significant kerb strike or pothole impact at speed, inspect the spoke roots of a forged wheel under raking light before the next track session. The absence of porosity means crack initiation is rarer, but if a crack does start, it will propagate more efficiently than in a cast wheel.
My take on grain structure and why it matters more than the spec sheet
I’ve spent enough time in engineering conversations about wheels to know that grain structure is consistently the most underexplained variable in the entire purchasing decision. Customers read tensile strength numbers and weight figures on a spec sheet and assume that tells the full story. It doesn’t.
What I’ve learned from working closely with forged wheel manufacturing is that two wheels with identical alloy composition and identical tensile strength numbers can have completely different fatigue lives depending on grain flow quality. One forging operation that cuts process time to reduce cost can leave partially recrystallized regions in the hub area that become crack initiation zones under cyclic loading. You will never see that on a data sheet.
The future of this field is moving toward process verification, not just property testing. Manufacturers who can provide documented grain flow mapping, recrystallization fraction data, and post-forging heat treatment records are giving you something genuinely useful. Those who cannot are asking you to trust a marketing claim backed by a static proof load test.
My honest recommendation: treat grain structure documentation as a buying criterion, not an optional extra. For a wheel that goes on a car running at the limit, the difference between controlled, continuous grain flow and a marginally processed billet is the difference between a wheel that survives and one that doesn’t tell you it’s failing until it’s too late.
— Kunal
Explore E6 Forged wheels engineered from the grain up
E6 Carbon’s engineering approach to forged wheel manufacturing puts grain structure control at the center of the production process, not as an afterthought. The AR03 multipiece wheels and AR01 multipiece wheels are built on aluminum forgings with documented grain flow designed to meet the demands of high-performance street and track applications. Every wheel in the E6 Forged catalog is a product of process-controlled forging, post-forge heat treatment, and precision CNC machining to final specification. For engineers and enthusiasts ready to apply what grain structure knowledge means in practice, E6 Carbon’s forged wheel safety inspection guide and installation guide provide the technical depth to match.
FAQ
What is forged wheel grain structure?
Forged wheel grain structure refers to the arrangement, size, and orientation of metal crystals within a forged wheel. High-pressure forging aligns these grains along continuous flow lines that follow the wheel’s geometry, creating a denser, stronger internal architecture than casting produces.
Why does grain structure affect wheel strength?
Aligned grain flow concentrates strength along the directions where stress loads are highest, while eliminating the internal voids and inclusions that serve as fatigue crack initiation sites in cast wheels. This produces superior tensile strength, ductility, and fatigue life under cyclic loading conditions.
How are forged wheels made differently from cast wheels?
Forged wheels are shaped by compressing a solid billet under 8,000 to 12,000+ tons of pressure, which forces metal to flow into a die while refining and aligning grain structure. Cast wheels are formed by pouring molten aluminum into a mold, leaving random grain orientation and porosity as the metal solidifies.
Does heat treatment matter for forged wheel grain structure?
Yes. Post-forging heat treatment, including solution treatment and aging, is critical for optimizing grain size and distributing strengthening precipitates throughout the alloy. The final mechanical properties depend on both the forging process and the subsequent thermal processing sequence.
Can you visually identify a forged wheel’s grain structure?
Not with the naked eye on a finished wheel. Grain flow is confirmed through macroetching of cross-sectioned samples or metallographic microscopy. Requesting this documentation from a manufacturer is the only reliable way to verify that proper grain flow exists throughout the wheel structure.









