
TL;DR:
- Two-piece forged wheels are modular assemblies with separate face and barrel components that enable precise customization in offset and width. Correct fitment depends on measuring dynamic clearance at full steering lock and suspension compression to prevent contact, especially near brake calipers and suspension parts. E6 Carbon produces CNC-machined wheels from 6061-T6 aluminum with tight tolerances for reliable fitment and minimal maintenance.
Two-piece forged wheels are modular wheel assemblies where a separately forged face and barrel are joined to allow precise offset and width customization without sacrificing structural integrity. The engineering behind two piece forged wheels, custom stance, and fitment centers on three variables: offset, backspacing, and clearance zones. These variables determine whether a wheel fits flush against the fender, clears the brake caliper, and survives suspension travel without contact. E6 Carbon builds every two-piece forged wheel from 6061-T6 aluminum, CNC-machined to tolerances that make the difference between a flawless fitment and a costly rub.
What are the critical clearance zones in custom fitment engineering?
Two primary clearance zones must be engineered into every custom fitment: the inside zone covering suspension components and brake calipers, and the outside zone covering the fender lip and bodywork. Most enthusiasts fixate on outside poke. That is the wrong priority.
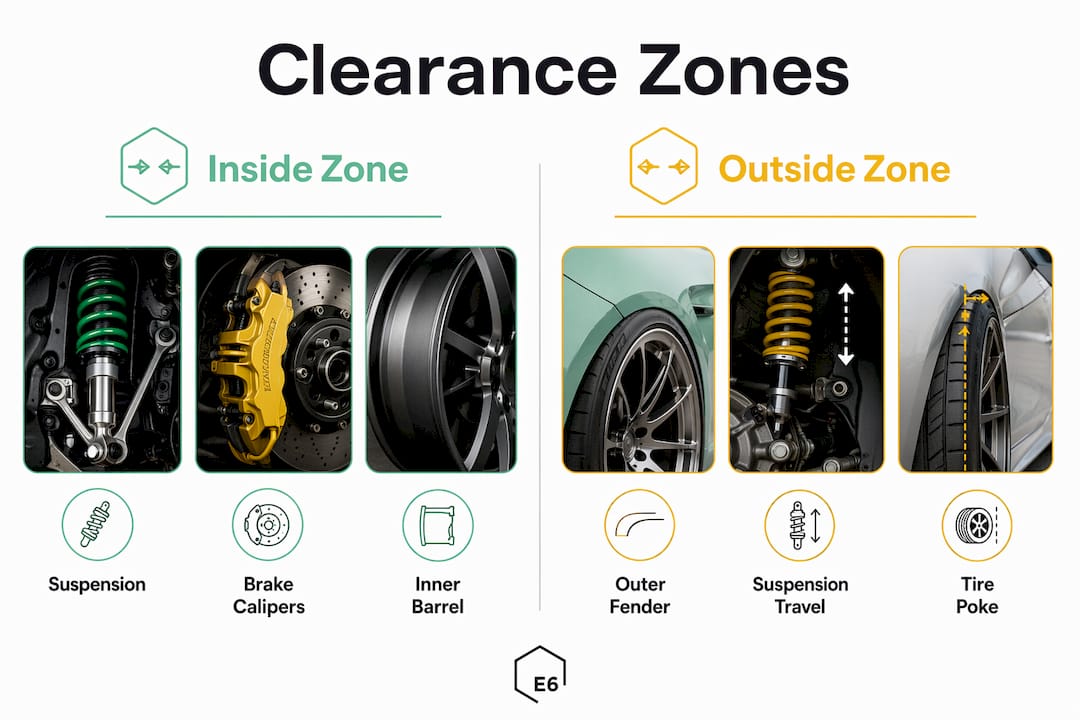
Static inner clearance is the more consequential and less visible fitment problem. A wheel that clears the fender perfectly can still contact the caliper bracket at full steering lock or bottom out against the strut housing under compression. On a Mercedes-AMG C63 or a Lexus LC500, those components sit close to the wheel mounting face, leaving little room for error.
The key geometric variables to measure and control are:
- Offset (ET): The distance from the wheel’s centerline to its mounting face. Higher positive offset pushes the wheel inward; lower or negative offset pulls it outward.
- Backspacing: The distance from the mounting face to the inner barrel lip. This directly governs inner clearance.
- Scrub radius: The distance between the steering axis and the tire contact patch center. Incorrect wheel offset increases scrub radius, adversely affecting steering geometry and causing premature component wear.
- Static vs. dynamic clearance: Static measurements taken with the car at ride height are a starting point only.
Pro Tip: Use a floor jack to compress the suspension to full bump, then turn the steering to full lock in both directions. Measure clearance at the tightest point. That number, not the static measurement, is your real fitment margin.
Dynamic clearance testing at full steering lock and suspension compression reveals real-world fitment behavior that static measurements miss entirely. On a McLaren 720S or Lamborghini Huracán, where brake caliper clearance is already tight from the factory, this step is non-negotiable.
How do welded and bolted two-piece designs differ in engineering terms?
Two-piece forged wheels come in two construction methods, and the choice between them has real engineering consequences for fitment reliability and ownership.
Welded two-piece construction: The face and barrel are permanently joined by a circumferential weld. Welded joints prevent air leaks better than bolted designs and require no ongoing maintenance. Offset is fixed at manufacture, which means fitment must be specified correctly before the wheel ships.
Bolted two-piece construction: The face and barrel are joined with a ring of hardware bolts, typically M8 fasteners. Bolted wheels allow offset adjustment post-manufacture by swapping barrel depth, giving builders flexibility when fitment requirements change. The trade-off is maintenance: bolted joints require torque checks approximately every 100 miles at roughly 25 ft-lb to maintain joint integrity.
Joint integrity and fitment over time: Loose bolts can alter wheel seating, shifting the effective offset and reducing clearance margins. A wheel that fit correctly at installation can develop a rub after several thousand miles if hardware is neglected.
Material contribution: 6061-T6 aluminum is the standard alloy for both faces and barrels in quality two-piece construction. Its strength-to-weight ratio supports unsprung weight reduction without compromising the structural demands of a bolted or welded joint under cornering loads.
Pro Tip: If you choose a bolted two-piece design, mark each bolt head with a paint pen after the initial torque check. Any rotation at the next inspection tells you exactly which fasteners have moved.
The welded design suits enthusiasts who have finalized their fitment spec and want zero maintenance. The bolted design suits builders who are still dialing in stance or who run multiple barrel depths across different track and street setups.
What factors govern wheel and tire sizing in two-piece forged wheel builds?
Wheel width and tire sizing interact directly with the barrel geometry of a two-piece wheel. Getting this relationship wrong produces rubbing, uneven tread wear, and compromised handling.
| Wheel Width | Recommended Tire Width Range | Fitment Risk if Mismatched |
|---|---|---|
| 9.0 inches | 245–275 mm | Sidewall bulge, reduced lateral support |
| 10.0 inches | 275–305 mm | Bead seating stress, uneven wear |
| 11.0 inches | 305–325 mm | Inner rub at full compression |
| 12.0 inches | 325–345 mm | Fender contact on wide-body builds |
Increases in wheel diameter and width must be balanced with offset to preserve ride quality and clearance. A wider barrel moves the tire contact patch outward, which changes the scrub radius and loads the wheel bearing differently.
Key sizing principles for performance builds:
- Maintain the manufacturer’s recommended tire width range for the chosen wheel width to preserve sidewall support and bead integrity.
- Reduce sidewall height when increasing diameter to maintain overall rolling circumference and avoid speedometer error.
- Account for the added width of a stretched tire fitment, which reduces effective inner clearance even when offset remains unchanged.
On a Lexus LC500 running a staggered setup, the rear barrel typically runs wider than the front. A two-piece design lets E6 Carbon specify different barrel depths front and rear while keeping the same face design, preserving visual consistency across the axles.
How does CNC precision machining achieve flawless custom fitment?
Precision machining is what separates a correctly fitting forged wheel from one that vibrates at speed or stresses the wheel studs. CNC machining to 0.01mm tolerance ensures optimal wheel balance and fitment without vibration or stud stress. That level of accuracy matters most at the hub bore and the mounting face.

| Machining Variable | Tolerance Target | Consequence if Exceeded |
|---|---|---|
| Hub bore diameter | ±0.01 mm | Vibration, hub-centric ring failure |
| Mounting face flatness | ±0.02 mm | Uneven stud loading, fastener fatigue |
| Bolt circle diameter | ±0.05 mm | Stud misalignment, installation difficulty |
| Barrel roundness | ±0.1 mm | Bead seating inconsistency, air loss |
E6 Carbon machines custom bolt patterns including 5×112 for Mercedes-AMG platforms and 5×114.3 for Lexus LC500 applications, along with rarer patterns required by McLaren and Lamborghini. Each pattern is cut to the bolt circle tolerance shown above. The modular face and barrel construction of a two-piece wheel also allows the face profile, concavity depth, and spoke geometry to be specified independently of the barrel width. That separation is what makes extreme stance customization possible without compromising the structural integrity of either component. For a full breakdown of how these tolerances affect performance and safety, the forged wheel tolerances guide covers every variable in detail.
Key takeaways
Two-piece forged wheel fitment succeeds when offset, clearance zones, construction method, and CNC machining tolerances are all engineered together rather than treated as separate decisions.
| Point | Details |
|---|---|
| Inner clearance is the priority | Measure at full lock and full suspension compression, not just at static ride height. |
| Construction method affects maintenance | Welded joints need no upkeep; bolted joints require torque checks every 100 miles at 25 ft-lb. |
| Offset and tire width interact | Changing barrel width shifts the contact patch and scrub radius, requiring offset recalculation. |
| CNC tolerance drives balance | Hub bore and mounting face accuracy to 0.01 mm eliminates vibration and stud stress. |
| Modular design enables stance customization | Separate face and barrel specs allow staggered setups and extreme concavity without structural compromise. |
What most builders get wrong about two-piece fitment
The number I see ignored most often on Mercedes-AMG GT and Lexus LC500 builds is not the offset. It is the inner barrel clearance at full suspension compression combined with full steering lock simultaneously. Builders measure one or the other. Almost nobody measures both at the same time, which is the only condition that matters.
On a McLaren 750S or Lamborghini Huracán, the carbon ceramic brake assembly sits close enough to the wheel face that a 2mm offset error in the wrong direction produces contact under hard braking, when the caliper thermally expands and the suspension loads up together. Static measurements give you false confidence on these platforms.
The other mistake I see consistently is treating bolted two-piece hardware as a set-and-forget item. The first torque check after 100 miles is not a suggestion. It is the check that tells you whether the joint seated correctly during initial load cycles. Skip it, and you are running an unknown offset by the time you notice anything is wrong.
My recommendation for any Mercedes-AMG, Lexus LC500, or McLaren build: specify the fitment with dynamic clearance data, choose welded construction if the offset is finalized, and use a wheel fitment guide built specifically for your platform rather than generic offset calculators.
— E6 Engineering
E6 Carbon forged wheels built for your fitment spec
E6 Carbon engineers two-piece forged wheels from 6061-T6 aluminum with CNC tolerances down to 0.01mm, covering Mercedes-AMG, Lexus LC500, McLaren, and Lamborghini platforms with platform-specific bolt patterns and offset ranges.
Every build starts with a fitment consultation that accounts for brake caliper clearance, suspension travel, and tire sizing before a single cut is made. The result is a wheel that fits correctly from the first installation, not after three rounds of spacer adjustments. For the full technical breakdown of how machining tolerances affect performance and safety across E6 Carbon’s forged lineup, visit the E6 Forged Wheels catalog and the forged wheel tolerances page to see exactly how each variable is controlled.
FAQ
What is a two-piece forged wheel?
A two-piece forged wheel is a modular assembly where a separately forged face and barrel are joined by either a weld or bolted hardware ring, allowing independent specification of offset, width, and face geometry.
Why does inner clearance matter more than outer poke?
Inner clearance near suspension components and brake calipers is the primary fitment constraint because contact there occurs under load and at full steering lock, where it cannot be seen or easily corrected after installation.
How often do bolted two-piece wheels need maintenance?
Bolted two-piece wheels require torque checks approximately every 100 miles at roughly 25 ft-lb to maintain joint integrity and consistent wheel seating.
What CNC tolerance is required for vibration-free fitment?
Hub bore and mounting face machining to 0.01mm tolerance eliminates the runout that causes vibration and uneven stud loading on performance vehicles.
What bolt patterns does E6 Carbon machine for two-piece wheels?
E6 Carbon machines 5×112 for Mercedes-AMG platforms, 5×114.3 for Lexus LC500, and platform-specific patterns for McLaren and Lamborghini applications, all cut to tight bolt circle tolerances.









