
TL;DR:
- Anodizing transforms aluminum surfaces into a dense oxide layer through electrochemical processes, unlike paint that sits on top.
- Choosing between Type II and Type III anodizing depends on aesthetic preferences and durability requirements, with each offering different thicknesses and hardness outcomes.
Most car enthusiasts assume anodizing is just a fancy paint job. It is not. Explaining forged wheel anodizing properly means starting with a fundamental correction: the coating does not sit on top of the aluminum. It grows from the aluminum itself through an electrochemical process that transforms the surface into a dense aluminum oxide layer. That distinction matters enormously for durability, corrosion resistance, and long-term appearance. This article covers how the anodizing process works, which type is right for your application, how it affects wheel dimensions, and why the finishing choices you make now determine how your wheels perform years down the road.
Table of Contents
- Key takeaways
- Explaining forged wheel anodizing: the electrochemical process
- Type II vs. Type III anodizing for forged wheels
- Design and application considerations
- Benefits of anodized forged wheels
- My take on what enthusiasts consistently get wrong
- Why E6 Carbon builds anodizing into the process, not onto it
- FAQ
Key takeaways
| Point | Details |
|---|---|
| Anodizing is not paint | The oxide layer forms from the aluminum itself, making it impossible to peel or flake off. |
| Type II vs. Type III matters | Type II is best for color and aesthetics; Type III delivers superior hardness and wear resistance for performance use. |
| Dimensional growth is real | Anodizing adds thickness both inward and outward, requiring careful masking of hubs and threads. |
| Alloy chemistry affects finish | 6061 anodizes cleanly and evenly; 7075 produces darker, less uniform results. |
| Sealing determines longevity | Improperly sealed anodizing fades and corrodes faster, regardless of which type you specify. |
Explaining forged wheel anodizing: the electrochemical process
The first thing to understand is what anodizing actually does at the material level. When a forged aluminum wheel goes into an anodizing tank, it becomes the anode in an electrolytic cell filled with an acidic electrolyte, typically sulfuric acid. Electrical current drives a controlled oxidation reaction at the surface. The aluminum surface converts into a tightly bound aluminum oxide film that is chemically integral to the part, not applied over it. That is why anodized wheels cannot peel or flake the way paint or plating can.
The workflow for anodizing a forged wheel follows a precise sequence:
- Cleaning — The wheel is degreased and chemically cleaned to remove oils, machining residue, and any surface contamination that would interfere with uniform oxidation.
- Etching — An alkaline or acid etch removes the natural oxide layer and creates a consistent surface texture for even anodizing.
- Electrochemical anodizing — The wheel is submerged in the electrolyte bath and current is applied for a controlled duration to build the oxide layer to the target thickness.
- Dyeing (optional) — For decorative finishes, the porous oxide layer absorbs dye at this stage, before the pores are sealed.
- Sealing — The pores in the oxide layer are closed using hot water, steam, or nickel acetate to trap dye and improve corrosion resistance, locking in color and performance.
The sequence matters. Skipping or rushing any step compromises the final result. A wheel that is not etched uniformly will show color variation. A wheel that is not sealed properly will fade and corrode prematurely.
Pro Tip: Ask your anodizer to confirm the specific bath temperature, current density, and anodizing duration used for your wheels. These variables control oxide thickness far more precisely than time alone, and a reputable shop will have this data on record.
Type II vs. Type III anodizing for forged wheels
Not all anodizing is created equal, and this is where most buyers get confused. The two types relevant to forged wheel finishing are Type II (decorative) and Type III (hardcoat), and the differences go well beyond price.
| Attribute | Type II (Decorative) | Type III (Hardcoat) |
|---|---|---|
| Oxide thickness | 5 to 25 µm | 25 to 75 µm |
| Surface hardness | Moderate | Very high (can exceed many tool steels) |
| Color options | Black, blue, red, gold, green, and more | Black, dark gray, bronze only |
| Corrosion resistance | Good | Excellent |
| Dimensional impact | Minor | Significant |
| Typical use case | Show cars, street wheels, aesthetics | Track use, off-road, wear-critical applications |
Type II anodizing produces a 5 to 25 µm oxide layer that is porous enough to absorb a wide range of dyes. This is the standard for decorative wheel finishing because it supports the full color spectrum and creates an attractive, consistent appearance. The tradeoff is that it offers less hardness and wear resistance than Type III.
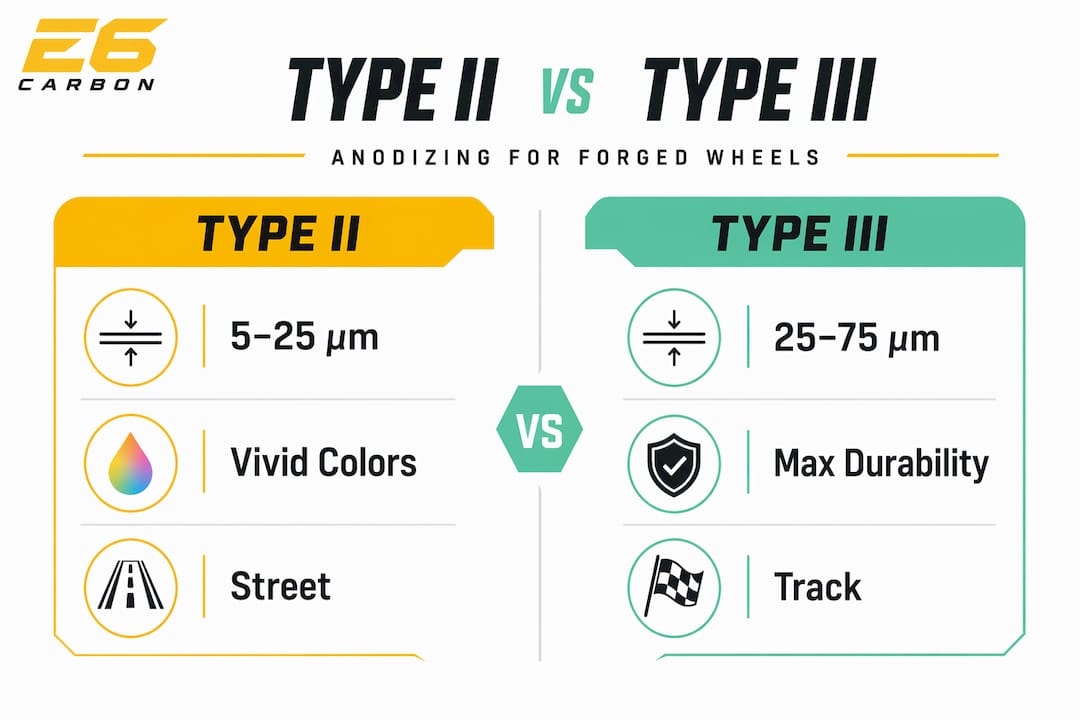
Type III hardcoat anodizing runs at high current density and lower bath temperature, building a denser, thicker oxide layer that can reach 75 µm. The surface hardness surpasses many tool steels. For wheels that see track days, aggressive driving, curb contact, or off-road conditions, hardcoat is the better choice. The catch is color. The dense oxide layer in Type III limits colors to natural dark shades like black, dark gray, and bronze. If you want a vivid red or a custom blue, Type III is not the right finish for that goal.

The decision between them comes down to priorities. Street cars focused on custom aesthetics lean toward Type II. Performance builds where durability is the primary concern lean toward Type III. Some builders split the difference by specifying Type III on the barrel and spoke faces for wear resistance, then using Type II with dyeing on decorative areas. That approach requires careful masking and coordination with an experienced anodizer, but it works.
Design and application considerations
This is where a lot of wheel projects go wrong, even when the anodizing chemistry itself is done correctly. Several practical factors demand attention before a single forged wheel goes into the tank.
Dimensional growth and tolerances
Anodizing grows approximately 50% inward and 50% outward relative to the original surface. A 25 µm thick anodize adds about 12.5 µm into the metal and 12.5 µm above it. For decorative surfaces, that is negligible. For tolerance-critical areas like hub bores, bead seats, and threaded holes, it absolutely is not. A wheel bore that grows even slightly from anodizing can create an interference fit with the hub, or conversely, a bore that was machined too tight post-anodize can require remachining.
This is why experienced shops either mask critical surfaces before anodizing or plan to machine those features afterward. The latter approach, called post-anodize machining, restores precise tolerances but removes the anodize from those surfaces, leaving bare aluminum. Understanding forged wheel tolerances before specifying an anodize process saves a lot of rework.
Alloy chemistry and finish uniformity
Not every forged aluminum alloy anodizes the same way. 6061 aluminum anodizes cleanly and produces uniform color across the surface. 7075 aluminum, which is common in high-performance forged wheels due to its strength-to-weight ratio, produces darker and less uniform finishes because of its higher zinc and copper content. This is not a defect. It is a material characteristic that you need to account for in the design phase.
Key practical considerations include:
- Confirm your alloy type before selecting a target color, especially for Type II decorative applications
- Request sample coupons anodized from the same alloy batch to preview the actual color outcome
- Accept that high-strength alloys like 7075 are better candidates for hardcoat than decorative anodizing
- Communicate alloy specifications directly to your anodizer, not just the desired color
Sealing: the step that determines longevity
A properly sealed anodized finish retains dye and resists corrosion for years. Under-sealed anodizing fades, stains, and begins to deteriorate far sooner than expected. The most durable sealing methods for automotive wheels are nickel acetate sealing at elevated temperature or hot deionized water sealing. Cold sealing processes are faster but generally produce less durable results in high-temperature or chemically aggressive environments like wheel wells.
Pro Tip: Request the specific sealing method in writing from your anodizer. If they cannot tell you what sealing process they use or at what temperature, that is a red flag about their process control overall.
Benefits of anodized forged wheels
When anodizing is done right on the right alloy with the right sealing, it genuinely outperforms paint and powder coating in several meaningful ways.
Anodized aluminum cannot peel or flake because the oxide layer is the aluminum, chemically converted. Paint chips. Powder coating can crack under impact. Anodizing stays intact unless the underlying metal itself is physically damaged. That makes it particularly well suited to forged wheels, which already offer superior structural integrity compared to cast alternatives.
The specific benefits worth knowing:
- Corrosion resistance — The dense oxide layer shields bare aluminum from moisture, road salt, and brake dust contamination far better than unfinished or painted surfaces.
- Wear resistance — Type III hardcoat in particular offers abrasion resistance that makes it appropriate for wheels exposed to track conditions, gravel, and repeated curbing.
- Color permanence — Properly sealed Type II anodizing holds color without fading for years, even under UV exposure, unlike many painted finishes.
- Weight neutrality — The oxide layer is extremely thin. Even a full Type III hardcoat adds negligible mass to a forged wheel, preserving the weight advantage that forging delivers in the first place.
- Surface integrity — Because anodizing does not add a thick outer coating, the precise machined surfaces and visual character of a forged aluminum wheel remain visible and tactile rather than buried under paint.
The comparison against powder coating deserves a direct word. Powder coating builds a thicker outer layer that can provide good cosmetic durability, but it can crack at impact points and is more susceptible to moisture intrusion underneath if the substrate is not perfectly prepared. Anodizing eliminates the substrate-to-coating adhesion variable entirely, because there is no separate coating to delaminate.
My take on what enthusiasts consistently get wrong
I have seen enough wheel finishing projects go sideways to know that the mistakes almost never happen in the anodizing tank itself. They happen in the specification phase, before the wheel even reaches the shop.
Enthusiasts fixate on color swatches and brand names when they should be asking about oxide thickness, bath chemistry, and sealing method. The anodizing type and sealing process determine performance and appearance far more than which shop does the work. A mediocre shop running a proper Type III process with hot nickel acetate sealing will outperform a well-regarded shop cutting corners on sealing every time.
The second thing I see consistently overlooked is dimensional growth on performance-spec wheels. People spend months selecting the right forged wheel and the right anodize color, then are surprised when hub fitment requires corrective machining. That is not bad luck. It is skipped homework. Any time you are anodizing wheels with tight bore tolerances, you need to either mask those surfaces or plan for post-process machining from the start.
Finally, alloy selection and anodizing aesthetics are deeply connected. I have watched enthusiasts order a bright blue Type II finish on a 7075-alloy wheel and receive something that looks dark and splotchy. That is not the anodizer’s fault. That is physics. If vivid decorative color matters to you, 6061 is a more predictable base. If ultimate strength matters and you are willing to work with darker, more industrial aesthetics, 7075 with hardcoat is genuinely excellent. Know which priority you are serving before you commit.
— Kunal
Why E6 Carbon builds anodizing into the process, not onto it
E6 Carbon’s forged wheel lineup is engineered with finishing as part of the design, not an afterthought. Whether you are configuring a monoblock track wheel or a multi-piece street build, the anodizing options available through E6 Forged are specified with alloy compatibility, dimensional tolerances, and sealing quality already factored in. You are not guessing whether a color will work on a given alloy. The engineering is done.
Browse the AR03 multipiece wheels to see how anodizing integrates with precision-forged construction across configurations built for both aesthetics and performance. Before you finalize your wheel build, the wheel installation guide walks through fitment considerations that directly apply to anodized surfaces, and the forged wheel safety inspection guide gives you a framework for evaluating finish condition and structural integrity over time.
FAQ
What is wheel anodizing in simple terms?
Anodizing converts the aluminum surface of a wheel into a hard aluminum oxide layer through an electrochemical process. Unlike paint, this layer cannot peel because it is formed from the metal itself.
What is the difference between Type II and Type III anodizing?
Type II produces a 5 to 25 µm decorative layer with a full range of color options, while Type III hardcoat builds a 25 to 75 µm layer with far greater hardness and wear resistance but limited color choices.
Does anodizing change the dimensions of forged wheels?
Yes. Anodizing grows approximately 50% into the material and 50% outward, which can affect tight-tolerance surfaces like hub bores. Critical areas should be masked or machined after anodizing.
How do I maintain anodized forged wheels?
Clean anodized wheels with pH-neutral soap and water. Avoid abrasive cleaners or acidic wheel cleaners, which can damage the oxide layer and accelerate color fading over time.
Which aluminum alloy anodizes best for forged wheels?
6061 aluminum produces the most uniform color and clean decorative anodizing. 7075 aluminum, common in high-performance forged wheels, anodizes with darker and less uniform results and is better suited for Type III hardcoat applications.









